
 咨询电话:18038018833 咨询电话:18038018833
咨询电话:18038018833 咨询电话:18038018833 



发布时间:2024-01-10 13:52:43 人气:133
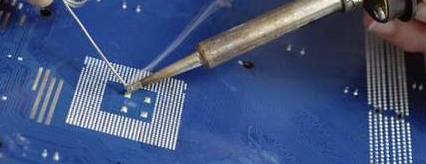
pcb板焊接又称之电路板焊接,它是现代电子行业中最重要的生产环节之一,它决定了电子设备性能的稳定性和可靠性。PCB电路板焊接的成功,依赖于许多关键因素,其中包括焊接材料的选择、焊接设备的性能、焊接过程的控制、以及焊接环境等多个条件!接下来pcb威升小编就探讨一些PCB焊接条件与要点以及注意事项。
焊接材料和焊剂的选择
(1) 焊接材料:按焊料成分,有锡铅煤料、银焊料、铜煤料等,在一般电子产品装配中主要使用锡铅焊料。因为锡铅焊料有铅和锡不具备的优点:
熔点低:各种不同成分的铅锡合金熔点均低于铅和锡金熔点,有利于焊接。
机械强度高:各种机械强度均优于纯锡和铅。
表面张力小:黏度下降,增大了液态流动性,有利于焊接时形成可靠接头。
抗氧化性好:铅具有的抗氧化性优点在合金中继续保持,使焊料在熔化时减少氧化量。
(2) 焊剂:分为阻焊剂(光固树脂)和助焊剂(松香);
助焊剂是用于清除氧化膜的一种专用材料。助焊剂有三大作用:①除氧化膜②防止氧化③减小表面张力,增加焊锡流动性,有助于焊锡润湿焊件。助焊剂分为:无机系列、有机系列、松香系列。
焊剂中以无机焊剂活性最强,常温下即能除去金属表面的氧化膜,但这种强腐蚀作用很容易损伤金属及焊点,电子焊接中不能使用。
松香系列活性弱,但无腐蚀性,适合电子装配锡焊。手工焊接时常将松香熔入酒精制成所谓“松香水”。如在松香水中加入三乙醇胺可增强活性。氢化松香是专为锡焊产生的一种高活性松香,助焊作用优于普通松香。
焊接技术要点
(1)焊件表面处理:手工烙铁焊接中遇到的焊件是各种各样的电子零件和导线。一般情况下遇到的焊件往往都需要进行表面清理工作,即去除焊接面上的锈迹、油污、灰尘等影响焊接质量的杂质。手工操作中常应用科学机械刮磨和酒精、丙酮擦洗等简单易行的方法。
(2)预焊:就是将要锡焊的元器件引线或导线的焊接部位预先用焊锡润湿,一般也称为镀锡,上锡,搪锡等。预焊并非锡焊不可缺少的操作,但对手工烙铁焊接特别是维修、调试、研制工作几乎可以说是必不可少的。
(3)不要用过量的焊剂:合适的焊剂量应该是松香水仅能浸湿将要形成的焊点,不要让松香水透过印刷板流到元件面或孔里(IC座)。对使用松香芯的焊丝来说,基本不需要再涂焊剂。
(4)保持铁头的清洁:因为焊接时烙铁减少工期处于高温状态,又接触焊剂等受热分解的物质,其表面很容易氧化而形成一层黑色杂质这些地杂质几平形成隔热层,使烙铁头失去加热闹作用因此要随时在烙铁架上中间去杂质用一块湿布或湿海绵随时擦烙铁头,也是常用的方法。
(5)加热要靠焊锡桥:所谓焊锡桥,就是靠烙铁上保留少量焊锡作为加热时烙铁头与焊件之间传热的桥梁。其作用是提高焊铁头加热的效率,形成热量传递。
(6)焊锡量要合适:过量的焊锡不但毫无必要地消耗了较贵的锡,而且增加了焊接时间,相应降低了工作速度。更为严重的是在高刻度的电路中,过量的锡很容易造成短路。但是焊锡过少不能形成牢固的结合,降低焊点强度,特别是在板上焊导时,焊锡不足往往造成导线脱落。
(7)焊件固定:在焊锡凝固之前,不要使焊件移动或振动,特别是夹住焊件时要等焊锡凝固再移去镊子。这是因为焊锡凝固过程是结晶过程,根据结晶理论,在结晶期间受到外力会期改变结晶条件,导致晶体粗大,造成所谓“冷焊”。外观现象是表面无光泽呈豆渣状:焊点内部结构疏松,容易有气隙和裂缝,造成焊点强度降低,导电性能差。因此,在焊锡凝固前一定要保持焊件静止。
(8)铁离要及时:烙铁撤离要及时,且撤离时的角度和方向对点形成有一定关系。撤烙铁时轻轻旋转一下,可保持焊点适当的焊料。
焊接的注意事项
(1)选择符合标准的焊接材料,例如焊锡丝,检查其成分和质量。
(2)根据PCB板的材质、层数、结构等特点,选择合适的焊接技术,例如浸泡焊接、波峰焊接、手工焊接等。
(3)合理控制焊接时间和温度,避免焊接过热或过冷。
(4)注意焊接位置和顺序。从外围向内焊,注意焊接位置和顺序。从外围向内焊接,避免焊接过程中的温度对其他元件和电路的影响。
(5)保持焊接环境的通风良好。焊接过程中会产生烟尘和有害气体,确保焊接环境的通风良好,避免对人体造成伤害。
(6)检查和测试焊接质量。焊接完成后,对焊点进行检查和测试,确保焊点坚固可靠,焊接间隙和缺陷等不超过标准范围。
(7)注意防潮和防静电措施。某些对湿度和静电敏感的元件和电路,焊接过程中要采取防潮和防静电措施,以保证焊接质量和元件的可靠性。
总的来说,PCB电路板焊接必须具备的条件包括选择适当的焊接材料,使用性能优良的焊接设备,控制好焊接过程,保持良好的焊接环境,以及具备熟练的焊接技能和经验!这些因素相互影响,共同决定了焊接质量,只有满足这些条件,才能保证PCB电路板焊接的成功,从而确保电子设备的性能和可靠性。
相关推荐
服务热线



